Kumlama Kumu
KUMLAMA KUMU


.jpg)
0.250-0.710 mm Silis Kumu 0.500-1 mm Silis Kumu 0.800-1.500 mm Silis Kumu



1-2 mm Raspa Kumu 1-3 mm Raspa Kumu 2-3 mm Raspa Kumu
RASPA KUMU
Çeliğin oksijenle teması su ve bazı asitlerinde etkisiyle, zamanla oksitleşerek metaller paslanır. Zamanla çürür ve kullanılamaz hale gelir. Çeliğin oksijenle temasını engellemek için endüstriyel kumlama ve raspa yöntemiyle kumlama yapılması gerekmektedir. Bu amaçla tüm çelik malzemelerde kumlama malzemesi olarak silis kumu kullanılır. Kumlama için sektörde ayrıca bazalt, demir grit, çelik grit ve çelik bilye ürünleri de kullanılmaktadır. Raspa kumları metalin teknik özelliklerine ve korozyon oranlarına göre çeşitli ölçülerde kullanılır. Yüksek korozyon ve kalın malzelerde genellikle iri granül kumlama ürünleri tercih edilir. Daha hassas kumlama işlerinde ve ince malzemelerde ise ince granüllü ürünler kullanılmalıdır.

0.500-1.6 mm Bazalt 1-2 mm Bazalt 1-3 mm Bazalt
BAZALT
Bazalt volkanik bir kayadır. Yeryüzünde çok rastlanan bir maden türüdür. Bazaltlar genel olarak koyu siyah renkli olurlar. Bazalt mukavemetli ve sert bir taş olduğundan balast, mıcır ve kumlama sektöründe kullanılır. Serbest silis içermeyen bazalt kumlama sektöründe kullanılmaktadır. Bazalt 6.5 mohs sertliğinde, 2.77 gr/cm3 yoğunluğunda %45-50 SiO2 ihive eden bir kayaçtır. Bazalt kumu raspada 0.5-1.6mm, 1.0-2.0mm ve 1.5-2.7 mm aralığında kullanılmaktadır.

DEMİR GRİT
Demir grit püskürtme yöntemi ile metaller üzerindeki korozyonların temizlenmesi amacıyla kullanılan bir raspa malzemesidir. Demir grit yumuşak metaller üzerinde etkili bir üründür..
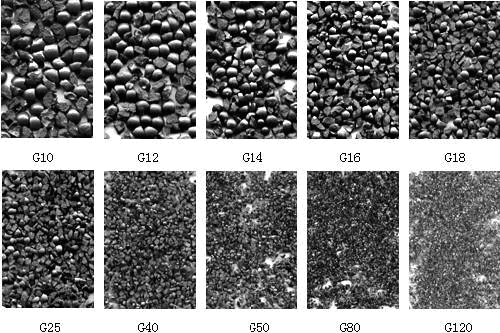
ÇELİK GRİT
Çelik bilyelerin kırılması ile elde edilen Çelik grit genellikle havalı kumlama sistemlerinde kullanılır.Türibünlü makinalarda kanat aşındırma sebebi ile fazlaca tercih edilmez.Boya öncesi korozyon giderilmesi ve yüzey pürüzlendirmesi amacı ile kullanılır.Çelik grit çelik bilyelere oranla daha hızlı bir yüzey temizliği sağlar. Ancak çelik bilyalar ikincil raspa kullanımlarda daha ekonomiktir.
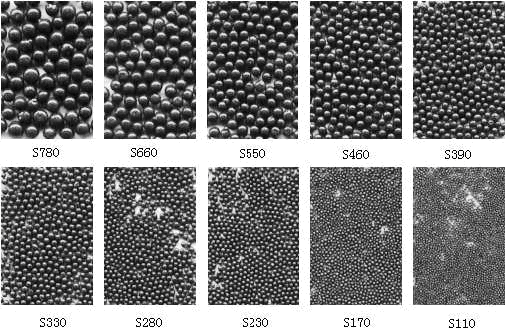
ÇELİK BİLYE
Çelik bilye, çelik ve dökme demirlerin kumlamasında etkili olarak kullanılır. Aşındırma kabiliyeti yüksektir. Tekrar kullanımlarda çok ekonomiktir. Çelik Bilye nemden korunması gereken bir malzemedir. Çelik Bilyede alınan ürünün toz içermemesine dikkat edilmelidir.

KUMLAMA VE BOYAMA HAKKINDA
KUMLAMA HAKKINDA GENEL BİLGİ
Çelik oksijen ile temas ettiğinde zaman içerisinde oksitlenir. Yağmur suyu ve deniz suyu ile bazı asitler bu oksitlenmeyi daha da hızlandırır. Biz buna basitçe paslanma deriz. Ancak paslanma aslında basite alınacak bir konu değildir. Pas çeliğin direncini kırarak çürümesine sebep olur. Demir ve çelikten yapılan her nesne çürüdüğünde bir süre sonra kullanılamaz hale gelir ve sonu hurdalıktır.
Elimizdeki malzemeyi yıllarca efektif olarak kullanabilmek için malzemenin oksijenle temasını engellemeliyiz. Bunun için bazı yollar vardır:
1- Malzeme krom ile kaplanmalıdır.
Çok pahalı bir yöntem olup sadece küçük parçalarda yapılabilir.
Bir gemiyi yada çelikten yapılmış bir köprüyü krom ile kaplayabilir misiniz?
2- Malzeme boyanmalıdır.
Bu gün dünyada uygulanan en basit yöntem olup aynı zamanda fiyatı makuldür.
NASIL BOYANMALIDIR?
Çelikten yapılmış bir nesne ( ki bu bir gemi , çelik konstrüksiyon dan yapılmış bina iskeleti , konteyner , sacdan yapılmış bir depo yada silo, yakıt veya su tankı, hatta çöp konteyneri,iş makinesi[yani kısaca demir-çelikten yapılmış her şey] olabilir ) boyanmadan önce yapılması gereken en önemli uygulama boyanacak yüzeyin uygun şekilde her türlü yağ , pas ve boya artıklarından temizlenmesidir.
UYGUN YÜZEY TEMİZLİĞİ NASIL YAPILIR?
Çelikten yapılmış bir nesneye uygulanacak en ideal yüzey temizleme yöntemi kumlama yapmaktır. Küçük parçalarda zımpara ya da tel fırça yapmakta sonuç verir ama kumlama ile karşılaştırıldığında bu iki yöntem son derece yetersiz kalır. Ayrıca büyük parçalarda zımpara ve fırça yöntemi vakit ve emek kaybına sebep olur
Bir gemiyi yada çelikten yapılmış bir köprüyü zımparalayabilir misiniz?
KUMLAMA NEDİR NASIL YAPILIR?
Kumlama; en basit anlatımı ile ; kum adı verilen , kuma benzeyen ama aslında bildiğimiz kumdan farklı bu iş için özel olarak imal edilmiş silis, bazalt, grid adında çeşitleri olan ve kullanım yerleri farklı özel maddeler ile yapılır
Silis: Değişik ebatlarda üretilen silis kumu ince saçlarda 1mm’e kadar, kalın saçlarda ise 1-3 mm aralıklarında kumlama yapılacağı zaman kullanılır.
Bazalt: Tozuması az denilebilecek bu kum genellikle kapalı ortamlarda kumun geri dönüşümlü olarak kullanılabileceği yerlerde kullanılır.
Grit: Tozuması en az ve kumlama gücü en iyi olan kum çeşididir. Aslında kum değil demir çürüfüdür.
KUMLAMA İŞLEMİNİN UYGULANIŞI
Kumlama yukarıda anlatılan KUM’un yüksek basınçlı hava ile metal yüzeye çarptırılması dır. Bu çarpma esnasında kum metal yüzeyi mikron seviyesinde aşındırırken aynı zamanda yüzeydeki her türlü istenmeyen maddeyi de kazır, temizler.
KUMLAMANIN ÇEŞİTLERİ:
Kumlama işlemi genel olarak ikiye ayrılır.
1-Otomatik kumlama
2-Manuel ( seyyar ) kumlama.
1. OTOMATİK KUMLAMA
Genellikle henüz üzerinde kesme veya kaynak işleri yapılmamış çelik konsturksiyon elemanlarının yada belli ölçülerde ki kesme kaynak işleri yapılmış çelik malzemenin kumlanması otomatik makinelerde yapılır. Bu sistemin avantajı makineye girebilecek büyüklükteki malzemenin hızla ve ekonomik olarak kumlanabilmesidir. Dezavantajı ise büyük malzemelerin kumlanamamasıdır. Örneğin bir iş makinesini, bir yakıt tankını bir konteynırı, bir çelik köprüyü yada yerinde kumlama yapılması gereken diğer büyük malzemeleri Kumlama makinesinde kumlayamazsınız.
2-MANUEL (SEYYAR) KUMLAMA
Seyyar kumlama yüksek tazyikli hava üreten bir kompresör, kumlama makinesi, hortumlar vb. donanım ile her yerde yapılabilir ve her cins malzemeye ( ve genellikle büyük malzemelere) uygulanabilir. Ancak bu metodun da dezavantajı toz çıkmasıdır. Aslında toz çıkarmadan yani tozsuz kumlama yapmakta mümkündür.Toz olmadan kumlama yapmak için sulu (ıslak ) kumlama yapılır. Bu sistemde kumlama yapılırken özel bir yöntem ile kumlanan malzemenin üzerine ıslak kum püskürtüldüğünden toz çıkmaz.
Sulu (ıslak) kumlama daha çok marinalarda, çekek yerlerinde fiber yada ahşap teknelere yapılır. Burada amaç toz ile çevreyi rahatsız etmeden tekneyi kumlama yapmaktır.
Ayrıca sulu kumlama şehir içinde inşaat ya da binalarda kumlama metodu ile sıva kaldırma- kazıma,duvar temizleme (boya kazıma-kaldırma), mermer veya benzeri doğal taş yüzeylerde kumlama ile eskitme yapılacağı zamanlarda tercih edilir.
Aslında çelik yüzeylerde de sulu kumlama yapmak mümkündür ama kumlamanın hemen sonrasında yüzeye uygulanması gereken özel boya oldukça maliyet getirdiğinden çelik yüzeylerde sulu kumlama tercih edilmez.
KUMLAMANIN DERECELENDİRİLMESİ
Kumlama işlemi çeliğin yüzeyinde istenmeyen oluşumların ne ölçüde temizlendiğine ve yüzeyin hangi ölçüde aşındırıldığına göre derecelendirilir. Bu konuda dünyada bazı standart derecelendirmeler vardır. Türkiye’de İsveç standardı olan “Swedish Standards For Ground Vibrations And Airblast” SA 1, SA 2, SA 2,5 ve SA 3 dereceleri kullanılır.Bu derecelendirme ölçüleri TSE kurumunca 8.4.1999 tarihinde TS EN ISO 8501-1 olarak aynen kabul edilmiştir.
Sa 1: Son derece yüzeysel bir temizlik derecesidir. paslanmış yüzeylerde son derece yüzeysel bir temizlik biçimi olup Piyasa da “süpürme “ olarak adlandırılır.
Sa 2: Çeliğin oldukça temizlenmiş, yüzeyin bir hayli pürüzlendirildiği, bir kumlama derecesidir. Amerikan SSCP ölçülendirme skalasında “commercial” (ticari); British BS 4232 ölçülendirme skalasında “3 st quality 80% Whole surface” olarak sınıflandırılır.
Sa 2,5: Çelik yüzeyin gayet iyi pürüzlendirildiği, istenmeyen oluşumların tamamına yakın bölümünün temizlendiği ve çeliğin kendine has gri renginin kolaylıkla görüldüğü, piyasada en çok tercih edilen kumlama derecesidir. Amerikan SSCP ölçülendirme skalasında “Near White”; British BS 4232 ölçülendirme skalasında “2 st quality 95% Whole surface” olarak sınıflandırılır.
Sa 3: Çelik yüzeyin çok iyi pürüzlendirildiği, istenmeyen oluşumların tamamen temizlendiği, çeliğin kendine has gri renginin tamamen ortaya çıktığı bir kumlama derecesi olup piyasada tercih edilmeyen bir kumlama derecesidir. Çünkü uygulama zamanı ve maliyeti oldukça yüksektir. Amerikan SSCP ölçülendirme skalasında “White Metal”; British BS 4232 ölçülendirme skalasında “1 st quality 100% Whole surface” olarak sınıflandırılır.
Kumlama işlemi kuru havalarda mümkün olan en kısa zamanda yapılıp bitirilmeli ve boya işlemine geçilmelidir. Çünkü, üzerindeki pas ve istenmeyen oluşumlar temizlendikten sonra çelik, paslanmaya karşı daha da savunmasız haldedir. Eğer hava da rutubetli ise kumlanmış çelik derhal kararmaya ve paslanmaya başlar.
BOYAMA İŞLEMİ:
Çelik kumlandıktan sonra önce astar boyası (antipas) atılmalı daha sonra asıl boya yapılmalıdır.Bu konuda çeliğin kullanıldığı alan çok önemlidir. Örneğin bir gemiye atılacak boya ile bir konteynere atılacak boya birbirinden farklıdır. Ayrıca uygulanacak boyanın ne kadar kalınlıkta olacağı da yine çeliğin maruz kalacağı şartlar göz önüne alınarak karalaştırılmalıdır. Bu konu o kadar hassas ve önemlidir ki örneğin bir geminin hangi denizlerde daha çok seyir yapacağı, ( tuzluluk ve sıcaklık oranı değişeceği için) hangi süratlerde devamlı seyir yapacağı ( deniz suyunun sürtünme oranı değişeceği için) gibi faktörler göz önüne alınmalıdır.
Boyama işleminin ne tür bir aletle yapılacağı da son derece önemli olup en uygun metot airless boya makinelerinin kullanılması dır. Çünkü airless boya makineleri boyayı hava ile karıştırmadan yüksek basınçla çelik yüzeye yapıştırır. Eğer eskiden olduğu gibi havalı boya tabancaları kullanılırsa boyanın zerrecikleri arasında mikron seviyesinde hava kabarcıkları kalır ve boyanma işleminin kalitesi düşer.
Son olarak şunu söyleyebiliriz: Çelik kullanım alanı son derece geniş bir materyal olup zamana ve diğer dış etkenlere karşı en dayanıklı maddelerden biridir. Ama eğer kumlanıp uygun şekilde boyanırsa…
Maden Ocaklarımız

Silis Kumu ve Kuvars Maden Ocağı
Eriklice Köyü Kırklareli

Kuvarsit Maden Ocağı
Çatalca Subaşı İstanbul

Mikronize Eleme ve Öğütme Tesisi
Marmaracık Çorlu